时间:2026-05-09 访问量:223
快速迭代的产品开发时代,3D打印手板模型已成为从创意构思到实体验证的关键桥梁。它不仅能让抽象的设计理念在短时间内变为可触摸、可测试的实物,更能通过直观的视觉冲击,加速团队沟通、投资决策和用户调研的进程。作为一位在制造业浸润多年的技术顾问,我深知一张富有表现力的3D打印手板图片,往往胜过上千页PPT的精心描述。本文将通过精选的创意模型图片展示,系统梳理其核心优势与客观局限,并为您提供清晰的决策路径。

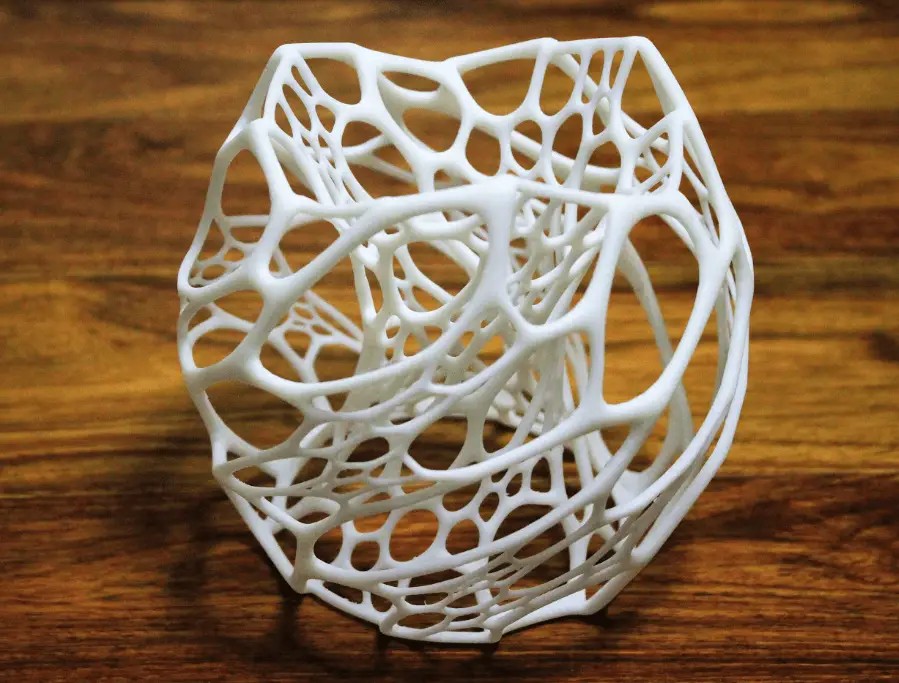
3D打印手板模型最令人惊叹的能力,在于它能将设计师脑海中天马行空的形状变为现实。比如,一张展示蜂窝状镂空齿轮结构的图片,其每一条交叉支撑柱都清晰可见,壁厚仅0.3毫米却毫无塌陷;另一张展现有机流线型的跑车仪表盘模型,表面光滑度达到RA 1.6微米,甚至能看到指压触感纹理的细腻渐变。这些图片不仅展示了几何的复杂性,更体现了参数化设计驱动的无模化制造优势——无需开模具,就能完美呈现内部迷宫状气路、倒扣、悬臂等传统工艺难以实现的特征。更值得一提的是,通过多种材料的混合打印,例如在透明树脂中嵌入高硬度碳纤维增强部分,一张产品可以同时具备光学透明性与结构刚性,直观揭示设计意图在功能与美学间的平衡。
一张经典的“迭代对比”图常常让人印象深刻:左边是第一次打印的粗犷版本,表面有明显层纹和轻微裂纹;中间经过三次参数优化后的半精加工版本,层纹已淡化至50微米以下;右边则是最终确认的镜面抛光成品。这种图片序列极具说服力,因为传统手板制作需要3-5天的CNC加工时间,而3D打印可在数小时到1天内完成一次修正。借助SLA(光固化成型)、SLS(选择性激光烧结)等技术的组合使用,设计团队甚至能在同一天收到“上午改方案、下午打印、傍晚验证”的极致高效反馈。这种速度优势体现在图片中,往往是多个标有序号的版本并排拍摄,每个版本仅针对某一部分进行微调(如卡扣脚厚度从1.2mm调整到1.5mm),帮助工程师快速锁定最优公差范围。
一张打印成本对比图表,配合实物手板图片,能最直观地说明经济性:制造一个包含50个非标卡扣的PC-ABS材质电子外壳,传统开模需2-3万元,且修改一次至少再花费5000元;而同功能3D打印手板,使用多喷头FDM(熔融沉积成型)仅需1500元,且可进行5-7次修改而不产生额外模具费。图片中那些带有可拆卸模块、折叠铰链、内螺纹结构的复杂模型,每一个部件的修改成本增量为百元级,而非干元级。这对于初创团队或打样阶段,堪称“零边际试错”的重要保障。即使最终需要量产,这些试错成本也完全被节省下来的开模纠正费用所覆盖。
优秀的3D打印手板图片应聚焦功能验证场景:例如,一款蓝牙耳机充电仓的充电接口部件,被置于机械手反复插拔的测试台旁,图片特写显示550次插拔后接口仅出现0.05mm磨损;又如,一个带自锁弹簧的登山扣,经过10万次循环载荷测试,断裂处仍保持在设计预期区域。这类图片强有力地证明,选择合适的材料(如尼龙12、光敏树脂、聚碳酸酯)后,手板可承受拉力、扭矩、温变(-20°C至80°C)、湿度(95%相对湿度)等真实工况考验。更重要的是,它可以模拟实际装配流程:多个独立打印的零件通过螺纹、卡扣或超声焊接组合成整机,图片中清晰的接缝、精准的定位销孔、零间隙的密封结构,都验证了设计的可行性。
尽管优势显著,但创意手板图片也应当诚实反映现实边界。图片中那种镜面般的高光效果,往往需要大量后处理(打磨、喷涂、浸渍),而未经处理的FDM打印件表面会有明显的“阶梯效应”,在纹理精细度上无法匹敌传统铣床的镜面效果。其次,图片里那些纤薄如纸的散热片、精密螺纹,其强度可能远低于注塑件——例如,树脂打印的M2螺纹扭矩仅为ABS注塑件的60%。对超大型模型(如行李箱壳体),3D打印需要多块拼接,接缝处会成为应力集中点。图片中那些看似完整的拼合模型,放大后胶水痕迹或焊接线仍会破坏整体感。同时,材料局限性也很关键:许多耐候性(UV暴露)、耐化学性(有机溶剂接触)、阻燃等级(UL94-V0以下)的材料在价格上飙升,经济性优势随之减弱。
基于上述分析,我为您梳理出以下三步的决策流程:
1. 初筛阶段(成本优先):当预算有限(<5000元)且只需外观确认(不要求高强度或耐高温)时,首选SLA或高精度FDM打印。从图片中判断层纹可接受度、表面是否需喷涂处理,以及透明材料的雾度是否满足要求。
2. 功能阶段(验证优先):若模型需进行力学测试(跌落、扭转、振动)或装配验证(螺杆扭矩、卡扣位移),应转向SLS或喷墨全彩打印。图片需聚焦于测试失败模式(如断裂处呈45度角表明材料韧性不足),而非仅追求美观。
3. 量产过渡(可靠性优先):当手板验收通过后,可与加工厂沟通“打印-注塑”过渡方案——例如,用3D打印制造注塑模具的镶件(成本降低50%以上)。此时的图片应标注关键尺寸的公差范围(如±0.1mm),并向工厂提供包含表面处理要求的确认签样。
结束语:一张优秀的3D打印手板模型图片,从来不是孤立的视觉产物。它是设计验证、材料选择、工艺限制与成本控制的综合体现。作为技术顾问,我建议您将每次选型都看作一次“数字化样机”的迭代实验。记住:在量产前,用打印件去犯错;在设计中,用图片去沟通。当您手中的模型从可旋转的3D渲染图,变成可插拔、可弯折、可测试的实物照片时,您已经踏上了从创意到产品的坚实一步。如果您有具体的手板模型需求,欢迎垂询,我们将为您定制从打印参数调试到后处理工序的完整解决方案。
上一篇:高精度手板3D打印机:提升产品设计效率的关键利器
下一篇:深圳手板3D打印厂家推荐:高效精准制作首选方案揭秘

中制人坚持“诚信、质优、高效”的企业信念,被众多知名厂商所认可,并得到他们的大力支持与好评,在广大客户的支持与鼓励下,我们将一如既往的为客户提供更加优质的服务。